- 首页
- 关于迪佳
- 公司新闻
- 产品中心
- 成功案例
- 人力资源
- OA系统
德国REXROTH伺服数控系统在铝带板材飞剪系统中的应用
2011-11-15
铝带板材飞剪控制系统是铝带材横切机中的主要控制部分,它在保证切刀和机列其它设备及板材速度同步配合的情况下,将平动中的带材按要求的定长进行高精度的剪切。德国REXROTH伺服数控系统将飞剪控制技术复杂问题简单化,该系统已广泛应用于镀锌板、彩板、铝板等开卷线上的高精度剪切中。
系统技术性能参数:
最高机列速度:120m/min、剪切长度:300-7500mm、剪切误差:小于0.5mm
电气控制系统组成:
德国REXROTH伺服飞剪系统由人机界面BTV04、伺服驱动器DKC01.3,交流伺服电机MKD090B和FLP运动控制卡组成;并应用伺服驱动器自带的两路模拟量之一来控制进料牵引变频器。系统基本组成如图1-1所示: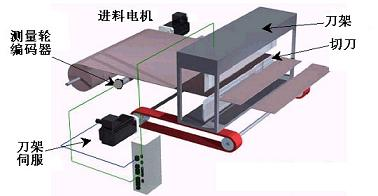
主程序说明系统初始化 HOM 1 ;系统回零
CMM 1 00 01 1 0 ;主轴凸轮模式
CLG 1 10.000 ;系统加速路径
CSY 1 2 2 2 00.00.0 ;开启飞剪功能
Loop LAL 1 V600 I0.00.6 ;飞剪指令(V600为产品长度变量)
AKN Axis_Synchron. 1 ;确认刀架与材料同步
JSR Tools ;跳转到剪切子程序
LAE 1 ;结束同步
PSA 1 +0.000 999 ;快速返回零点
JMP Loop
TOOLS AEA Q0.01 1 ;切刀下切
AKN I0.01. 1 ;切刀下限位
AEA Q0.01 0 ;切刀抬起
AKN I0.01. 0 ;切刀上限位
RTS ;返回主程序
控制系统特点
A、 控制系统简单方便,易学易用;
B、 不需要外加PLC,直接应用伺服自带的I/O作逻辑控制
C、 主程序为数控指令,执行速度极快,从而在根本上保证了控制精度;
D、 系统集成化程度高,大大地减少了现场电缆及接线工作,同时系统的可靠性也得到较大提高;
E、 多任务同时执行的特点,在线更改机列速度或剪切长度,不影响正常剪切。
F、 剪切产品的长度范围宽,在剪切较短产品时,系统会自动调整进料速度,从而保证系统的稳定性。
结束语
飞剪控制系统不仅大大提高了生产的速度同时也提高了产品质量;开发出简单易用高精度的飞剪控制系统一直是运动控制中的一个难点,德国REXROTH伺服飞剪系统克服了繁杂的PLC程序设计,在当今“时间就是金钱,质量就是生命”的科技社会中具有极大的市场推广价值。
地点:广东省江门市白石大道翠林苑224号308室
传真:86-0750-3913720
电话:86-0750-3881260 / 3881260
邮箱:info@digup.com.cn

扫描二维码分享到微信
3881260